
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными – с рабочей температурой свыше 1500°С.
По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
Тип подсоединения тоже разнится.
Различают баллоны:
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.
Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Вид #1 – пропановые горелки
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.
Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» – регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Вид #2 – приборы под MAPP-газ
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
- подогрев;
- отжиг;
- плавка;
- пайка.
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.
Инструмент для пайки меди и прочих металлов. Конструкция, в данном случае, основана на формировании высокотемпературного пламени посредством подачи и сжигания смеси МАПП
Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Вид #3 – газокислородные аппараты
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.
Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
- ацетилен – 3260°C,
- водород – 2680°C,
- пропан – 2640°C,
- бутан – 2760°C.
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Вид #4 – газовые горелки мультитопливные
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.
Конструкции горелок газовых, где используется так называемое мультитопливо, технологически исключают производство пайки меди. Однако это удобный инструмент для хозяйственных нужд
Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Способы
Существует две технологии пайки медных труб.
- Низкотемпературная (используется мягкий припой) применяется в водопроводах или системах отопления. Среда, где применяется данная технология, должна иметь температуру не выше 110 градусов.
- Высокотемпературная пайка (твердый припой) применяется в системах с большой температурой и большим давлением. Используется преимущественно в промышленности.
Какой из двух способов выбрать – ваше лично дело. Но для высокотемпературной пайки нужна профессиональная горелка, которую найти в магазине не так легко, и стоит она немалых денег. При низкотемпературной допускается использование паяльной лампы или недорогой ручной горелки со сменным баллоном.
Пайка труб под азотом
Обработка азотом нужна для монтажа, а пайка медных труб без газообразного азота недопустима. Часто конструкции паяют жестким припоем, который позволяет при эксплуатации не беспокоиться о том, выдержит ли соединение высокую температуру. В процессе пайки жестким припоем медь нагревают до красного цвета металла, это оказывает отрицательное влияние на структуру самого материала. Образуется окалина на внутренней и наружней поверхности трубы. Окалина – остатки сгоревшей меди, которые образовались при ее нагревании. Стенки труб становятся значительно тоньше.
Если вы решили использовать азот, то придерживайтесь следующих рекомендаций в работе:
- соедините магистраль с баллоном, в котором находится азот;
- затем произведите установку регулятора газа или ротаметра;
- редуктор азотного баллона отрегулируйте на минимальное давление азота, ротаметр устанавливают на скорость 5 м/мин;
- как только пайка окончена, по трубе пускается азот, делается это до того момента, пока труба полностью не остынет.
Пайка труб строительным феном
Возможна пайка труб строительным феном, если диаметр трубы небольшой. Манипуляции при этом методе схожи с применением горелки. С помощью такого соединения швы получаются очень прочными и выдерживают высокие температуры. У новичков при использовании этого способа неизбежны ожоги меди. Металл легко перегреть, именно из-за этого происходит разрыв материала.
Капиллярная пайка
Если у труб разнятся диаметры (разница не более 0,5 мм), используют метод капиллярной пайки. Спайка заполняет образовавшееся пространство между трубами. Нужно отметить, что как такового шва не получается, бесшовное соединение. Тогда используют твердые припои, их защитные функции лучше.
Индукционная пайка
Высокая частота тока способна оказывать благоприятное воздействие на металл. Индукционная пайка получила распространение из-за своей уникальности, работа этим методом проводится быстро, при этом материал не становится тоньше, а сохраняет свои качества.
Выявлены следующие плюсы:
- Тепло образуется в трубе без вмешательства извне;
- Все оборудование автоматизировано, устройства помогают получить желаемый результат с конкретными параметрами;
- Индукционная пайка проводится в вакууме, металл в данной среде защищен от коррозии;
- Экономия производственных ресурсов;
- Безопасность – при индукционной пайке не нужен пламя или газ, лишь нагревается конкретно шов.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Особенности
Сварка медных труб считается сложной в исполнении задачей. Дело в том, что этот цветной металл при определенной температуре плавления способен образовывать соединение водородом и кислородом, в результате чего получается вещество, называемое закисью меди. Если в области сварного шва образуется зона насыщения водородом, то после сварки готовый медный стык со временем будет покрыт сетью мелких трещин, что ведет к снижению качества работ и герметичности стыка.
Чтобы избежать проблем при стыковке медных труб, используют пайку, которая не требует наличия дорогостоящих приспособлений. Пайку меди можно выполнить как в условиях производства, так и дома.
Достоинствами пайки для медного материала являются:
- шов при стыковке деталей получается ровным, без деформирования;
- соединяемые между собой трубы не меняют своей первоначальной формы и структуры;
- после соединения у металла отсутствует сила внутреннего напряжения;
- прочность и герметичность полученного шва получается высокой и надежной;
- соединение двух труб устойчиво к перепадам температурных режимов, в том числе и к интенсивному быстрому нагреванию;
- при необходимости шов можно быстро демонтировать и рассоединить детали.
Для выполнения пайки применяют паяльник, паяльную лампу либо используют газовую горелку. Сам процесс соединения медных деталей выполняется достаточно быстро, но при этом необходимо строго соблюдать технологию процесса и правила техники безопасности. Для выполнения качественной пайки медных труб потребуются различные по своим компонентам припои. Эти продукты имеют существенные отличия друг от друга не только по своей форме, но и по составу химических компонентов, входящих в них. Кроме того, существуют припои с низкой, средней или высокой температурой плавления.
Припои, которые плавятся в диапазоне 150-450°C, относят к низкотемпературным, они хороши тем, что не изменяют физические показатели соединяемых между собой деталей. Шов пайки при применении таких припоев получается ровный и аккуратный, но его прочность невелика. Используют такие швы при пайке труб диаметром не более 100 мм, не подвергающихся серьезным механическим или термическим нагрузкам. Рабочая температура таких соединений составляет не более 120-130°C. Припои, которые плавятся в диапазоне температур от 450-1100°C и 450-1850°C, относят к средне- и высокотемпературным, они обеспечивают наиболее прочное соединение, на которое не влияют механические нагрузки и действие высоких температурных режимов.
Особенности выбора газовых горелок
Ассортимент доступных паяльных горелок очень велик. В магазинах предлагаются многочисленные варианты, отличающиеся друг от друга: мощностью, конструкцией, размерами, источником топлива и т.д.
В результате выбрать газовую горелку – задача не из простых. Для ее решения необходимо определиться с типом работы, для которой планируется использование.
Для состыковки труб из меди лучше использовать газовоздушные горелки. В магазинах предлагают различные варианты такого инструмента. Они могут комплектоваться дополнительными элементами: переходниками, наконечниками и т.д.
В зависимости от смеси, на которой они работают, бывают:
- пропановые;
- ацетиленокислородные;
- на основе MAPP-газа.
Первый вариант прибора может быть многоцелевым или специального назначения. В них предусмотрено наличие режима экономии смеси и автоподжига.
Инструмент на основе MAPP-газа является более производительным в сравнении с горелками на пропане. Это достигается за счет большей энергии сгорания топлива.
Второй вариант позволяет обеспечить надежные паяльные швы. Такое устройство продается по приемлемым ценам со стационарным или одноразовым газовым баллоном. Данные приспособления для спаивания магистралей и различных элементов металлических конструкций тугоплавким и мягким припоем.
Для домашних целей или незначительных работ подойдут портативные газовые паяльники. Они могут использовать различные виды смесей.

Насадка на газовый баллон для пайки.
Преимущества данных инструментов для пайки медных труб следующие:
- отсутствие необходимости подключения к электросети и использования шнуров, проводов и кабелей;
- универсальность;
- возможность регулировки пламени;
- высокая безопасность;
- хорошее качество швов.
Они обеспечивают качественное соединение. Особенно это касается инструментов со стационарным баллоном. Данные горелки способны расплавить практически любой металл.
При выборе паяльного оборудования важно обращать внимание на их функции. В магазинах представлен большой выбор от различных производителей. Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта
Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта.
Горелка может не только спаивать детали, но и производить резку, обработку при высоких температурах, нагрев и разморозку. Пропановая горелка будет удобной для работы на открытом ветру. Ацетиленовая позволит обеспечить более высокие температуры.
Выбор необходимо делать исходя из задач, которые предстоит решить.
Руководствоваться можно такими данными:
- тип горелки – инжекторная или безинжекторная;
- эффективность – малогабаритные модели подойдут для пайки небольших деталей, а крупные – для работы с массивными металлическими конструкциями;
- тип газовой смеси;
- материал изделий.
Существуют варианты инструмента, работающего на различных видах топлива. Рекомендуется все же отдать предпочтение горелке, работающей только на одном варианте горючего.
Важно осуществлять пайку с соблюдением всех правил безопасности. Необходимо надевать защитные рукавицы
Это защитит руки от ожогов. Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью.
Когда пайка окончена, необходимо дождаться пока изделие остынет, прежде чем приступать к контролю.
Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.
Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Сферы применения
Применение газовой горелки весьма обширно:
- Горелка применяется для пайки проводки или различных кабелей, ремонта крупной электроники. Пайка алюминия газовой горелкой проводится достаточно часто, что связано с низкой температурой плавления этого материала.
- Применяется устройство для ремонта различных конструктивных элементов автомобиля. Примером можно назвать случай, когда повреждается радиатор, изготавливаемый из плавкого сплава. За счет воздействия высокой температуры течь можно устранить.
- Пайка медных трубок может проходить при применении газовой горелки. Выполняются ремонтные работы. Устройство применяется и во время монтажа различных конструкций, к примеру, для отпуска металла.
- Некоторые сплавы обладают повышенной плавкостью. Соединение металлов, к примеру, меди может проходить с применением горелки. Достаточно провести разогрев металлов и соединить их механическим способом. После остывания материала может получиться качественное соединение.
- Устройство может применяться в случае, когда нужно провести время на природе в зимний период. Использовать ее можно для того, чтобы разогреть костер или опалить дичь, разогреть инструменты или выполнить другую работу.
Пайка ацетиленовой горелкой
Несмотря на достаточно большое распространение горелки, в большинстве случаев она применяется для пайки различных сплавов. К примеру, пайка латунью проводится с применением газовой горелки. Стоит учитывать, что существует достаточно большое количество разновидностей устройства, каждая обладает своими определенными особенностями.
Установка посредством резьбы с применением обжимных колец
Такие соединения называются разборными. При этом в случае замены трубопровода кольцо все-таки придется заменить. Установка труб из меди таким способом дает возможность вовремя выявлять недостатки, течи и своевременно производить ремонт соединений – демонтаж и замену.
Присоединения медных труб на резьбе производится по такой схеме:
1. Обрезать часть трубы определенной длины. 2. В случае установки труб заизолированных в ПВХ необходимо снять изоляция на ее краях. Для этого острым лезвием надрезать слой изоляции и снять ее ненужную часть вручную. 3. Появившиеся после обрезания отрезка трубы заусеницы необходимо удалить напильником. 4. Подобрать соответствующие фитинги. 5. Первым делом необходимо надеть на трубу накидную гайку, после обжимное кольцо. 6. Гайку и обжимной фитинг необходимо присоединить. Далее, следует затянуть резьбовое соединение. Вкручивать гайку сначала следует аккуратно, вручную по возможности после с помощью специального ключа. В результате этого обжимное кольцо обтягивает плотно трубу, благодаря чему происходит полная герметизация соединения элементов системы.

В случае присоединения фитинга для перехода от стальной трубы к медной трубе обязательно применяется специальная фум-лента или традиционная пакля на краске. Фитинг накручиваю на резьбу, предварительно намотав не нее пропитанную краской паклю или специальную ленту.
https://youtube.com/watch?v=u1LQycXQHEU
Правила пайки
Пайка медных трубок газовой горелкой — довольно опасная и ответственная процедура, требующая соблюдения некоторых правил:
- Перед началом работы нужно очистить поверхности соединяемых элементов от смазки, грязи и других посторонних веществ. Использовать царапающие материалы для этого нельзя.
- Чтобы воздух не проникал в шов, с целью улучшения плавкости припоя и поверхностного сцепления материалов на поверхность наносят высокотемпературные или низкотемпературные флюсы.
- Нагревать элементы конструкции нужно равномерно, не допуская перегрева припоя и материала труб, ухудшающего соединение;
- Между поверхностями соединяемых труб следует оставить зазор около 25-125 мкм;
- По окончании пайки флюс во избежание коррозии нужно удалить.
Пайка трубы
Паять трубы из листового металла непросто: скрученный лист коробится при нагревании и стремится вернуть себе первоначальную форму. Поэтому здесь важны точная фиксация и равномерный нагрев.
Вспомогательный фиксирующий инструмент должен обеспечивать сильное зажатие и в то же время быть узким.
Широкий захват непосредственно в месте шва нарушил бы округлую форму трубы.
Паяльник большой мощности равномерно прогревает два лежащих друг на друге края листа. Экономно расходуйте оловянный припой: он должен только поплыть!
Подготовку к пайке также начинают с лужения. Поскольку лист соединяют внахлест, то один его край лудят с верхней стороны, другой — с нижней.
Фиксировать положение скрученной из листа трубы лучше струбциной. Нужно только нанести немного припоя снаружи, он протечет между краями листа и схватит их.
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
Разновидности ручных горелок
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
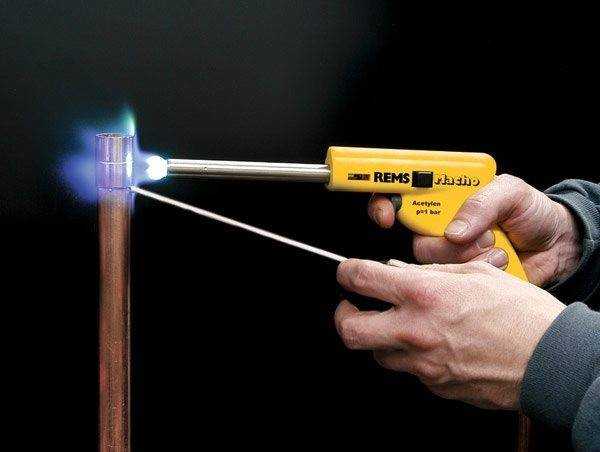
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Выбор горелки
Инструмент следует выбирать в зависимости от предполагаемой сферы использования (коммерческого или в частном порядке), применения (пайки изделий, разрезания, прогревания, термической обработки, проведения работ на ветру), предпочитаемой фирмы (на рынке представлены изделия известных и не очень производителей из многих стран) и финансовых возможностей. Разумеется, чем больше цена, тем обычно выше качество горелки, но для частного пользования бывает достаточно и не очень дорогого инструмента.

Характеристики горелки, на которые надо обратить внимание при выборе:
- вид горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- на каком топливе будет работать горелка — пропане, ацетилене и т.д.; некоторые горелки могут работать с несколькими видами газовых смесей, но они менее надёжны;
- назначение — для пайки, резки и т.п.;
- материалы, с которыми этой горелкой можно работать.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Выводы и полезное видео по теме
Видео #1. Мастер-класс по пайке наглядно:
https://youtube.com/watch?v=4sB1_sEEaLo
Видео #2. Врезка в трубу посредством пайки:
https://youtube.com/watch?v=T27mIJA6TcQ
Видео #3. Особенности высокотемпературной пайки трубок для кондиционеров:
https://youtube.com/watch?v=IEpcG5sectI
Технология пайки доступна всем желающим, так как не требует сложных умений или багажа специальных знаний. Достичь мастерства можно за несколько практических занятий, а материалы и инструмент приобрести в ближайшем строймаркете.
Но при сборке систем отопления или водоснабжения рекомендуем новичкам все же заручиться помощью более опытных монтажников, так как ошибки пайки могут обернуться аварией и дополнительными расходами.
Пишите, пожалуйста, комментарии, задавайте вопросы, размещайте фото по теме статьи в расположенном ниже блоке. Расскажите о том, как паяли медные трубки собственными руками. Не исключено, что описанные вами технологические тонкости пригодятся посетителям сайта.