
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.
 Если же на свой страх и риск решите гнуть ПП:
Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми Ø самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания.
После того, как материал вновь станет твёрдым, из него извлекается пружина.
Технология выгибания труб
В домах и квартирах применяются трубы из самых разных материалов. Соответственно, для каждого их типа имеются свои методы выгибания (см.также статью “Как осуществляется гнутье профильных труб”).
Металлические трубы
Согнуть металлическую трубу довольно сложно, однако, вполне реально. Причем, практически для всех типов металлических труб можно использовать один и тот же метод. Пожалуй, проще всего выполнить данную операцию с медным изделием, так как медь является мягким материалом.
Главная проблема заключается лишь в том, чтобы избежать надлома, но сделать это не сложно – надо лишь заполнить трубу песком. Таким образом, получится предотвратить деформацию сечения на изгибе.
Приспособление для изгиба металлических труб
Но, если с медной трубкой все просто и понятно, то как согнуть алюминиевую трубу в домашних условиях или стальную, ведь сделать это руками вряд ли удастся? Решением проблемы является использование газовой горелки.
Инструкция по выполнению этой процедуры с помощью горелки выглядит следующим образом:
- В первую очередь трубку надо вставить в тиски.
- Затем место изгиба нужно нагреть газовой горелкой.
- После того как участок трубы достаточно нагреется, ее можно согнуть взявшись в рабочих рукавицах за длинный конец трубы.
Резиновая киянка
Отдельно следует сказать о том, как согнуть квадратную трубу в домашних условиях, так как эта процедура отличается от вышеописанной:
- В первую очередь полость изделия нужно заполнить песком и вставить с двух сторон деревянные чопики, чтобы песок не высыпался.
- Затем деталь укладывается на две опоры, участок изгиба при этом должен оказаться на весу.
- После этого по месту изгиба следует ударять резиновой киянкой до получения нужного результата.
Существует еще один метод, который позволяет загибать трубы даже большого диаметра – это выполнить надрезы. Правда, после завершения операции надрезы нужно заварить и затем зачистить сварные швы.
Следует отметить, что данный способ подходит как для круглых, так и квадратных металлических труб.
Изогнутая пластиковая труба
Пластиковые
Пластиковые изделия не предназначены для изгиба, так как деформация приведет к сужению внутреннего диаметра и потери пропускной способности. Для выполнения поворотов используют специальные готовые детали – фитинги.
Причем, их цена вряд ли кого-то побудит заниматься изгибом в целях экономии.
Если же нужно получить плавный обход какого-либо препятствия, следует воспользоваться так называемой обводкой, специально выполненной производителем для данных целей. Однако, для тех, кто, не смотря на все рекомендации, настаивает на необходимости изгиба, все же есть способ, как согнуть пластиковую трубу в домашних условиях.
Разогрев трубы строительным феном
Итак, операция выполняется следующим образом:
- Внутрь изделия надо завести пружину подходящего диаметра, что позволит сохранить его внутренний диаметр.
- Далее участок изгиба разогревается строительным феном.
- После размягчения пластика, загнуть деталь трубопровода своими руками не составит труда. Однако, необходимо ее удерживать в таком положении до полного остывания.
- В завершение процедуры нужно вытащить пружину.
На фото – загибание металлопластиковой трубы при помощи пружины
Металлопластиковые
На первый взгляд может показаться, что металлопластик гнется без каких-либо проблем и даже не требует особых усилий. С одной стороны так и есть, но только если нужно получить изгиб большого радиуса. Если же радиус поворота должен быть незначительным, то материал может просто переломаться.
Чтобы не допустить поломки детали и деформации сечения, как и в предыдущем случае надо воспользоваться пружиной. Так как материал достаточно мягкий, участок сгиба можно не нагревать.
Вот, пожалуй, и все наиболее эффективные способы как гнуть трубы в домашних условиях.
Методы сгибания
Для сгибания труб из алюминия могут использоваться разные способы. Вот некоторые из них:
- выполнение процедуры при помощи проталкивания;
- гибка прокаткой;
- использование обкатки для гнутья труб;
- сгибание под давлением.
Обычно профессионалы сгибание труб выполняют при помощи трубогиба и другого специального оборудования. Рассмотрим подробнее методики, которыми пользуются специалисты.
Использование проталкивания для гнутья труб
Эта методика применяется, если необходимо получить пологий сгиб (дугу, арку и т.п.) на тонкостенных трубах диаметром не более 100 мм. Минимальный радиус кривизны ограничен диаметром трубы и равен её 5-6 диаметрам. Суть метода состоит в том, что заготовка проталкивается между роликами. Один из роликов расположен так, что выполняет отклонение изделия от прямой линии.
Эта методика не даёт такой высокой точности сгибания, как другие методы, поэтому часто возникает необходимость в проведении тестовых сгибаний. Такие испытания позволяют выявить механические характеристики металла, из которого выполнена труба.
Данная методика применяется для изготовления различных декоративных элементов, например, мебели, перил, ограждений. Этот способ реализуется с использованием специального трубогиба, наделённого подобной функцией. Поэтому при наличии соответствующего инструмента процедуру можно выполнить в домашних условиях.
Гибка прокаткой
Методика выполняется с использованием трёхроликового трубогиба. Заготовка прокатывается между роликами, которые являются приводными и могут перемещать изделие. Кривизна элемента достигается за счёт изменения положения роликов.
Точность данной методики ещё ниже, чем у первой, но её преимущество состоит в том, что заготовку можно прокатывать несколько раз, добиваясь тем самым нужной кривизны изгиба. Этот метод подходит для сгибания труб большого сечения. Но для выполнения процедуры нужны навыки, поэтому сделать её своими руками у неопытного человека не получится.
Использование обкатки для сгибания
Суть метода состоит в том, что заготовка обкатывается вокруг ролика с заданным диаметром за счёт внешнего воздействия на неё. Обычно для воздействия на элемент используется перемещающийся ролик или специальная подвижная планка. Заготовка нигде жёстко не фиксируется, поскольку должна свободно двигаться. Данная процедура выполняется с использованием трубогиба, имеющего такую функцию.
Сгибание под давлением
Данная методика не может выполняться в домашних условиях, поскольку для неё требуется использование пресса с формованными штампами. Заготовка принимает заданную конфигурацию в результате внешнего давления на неё. Недостатками методики является дороговизна пресса и ограничения, которые связаны с разницей в пружинящих свойствах труб.
Особенности метода:
- Он подходит в том случае, если помимо сгибания заготовка будет подвергаться ещё каким-то воздействиям, например, сплющиванию.
- Данная методика часто применяется в ручных инструментах, укомплектованных изогнутой матрицей под определённый радиус и отвесным приводом для прижимания заготовки.
- Внешнее давление можно заменить внутренними усилиями, которые осуществляются посредством гидроформовки. Для этого после укладки трубы в форму в неё подаётся жидкость под большим давлением, которая прижимает заготовку к стенкам формы. Точность этой методики довольно высока, но и цена тоже немаленькая.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
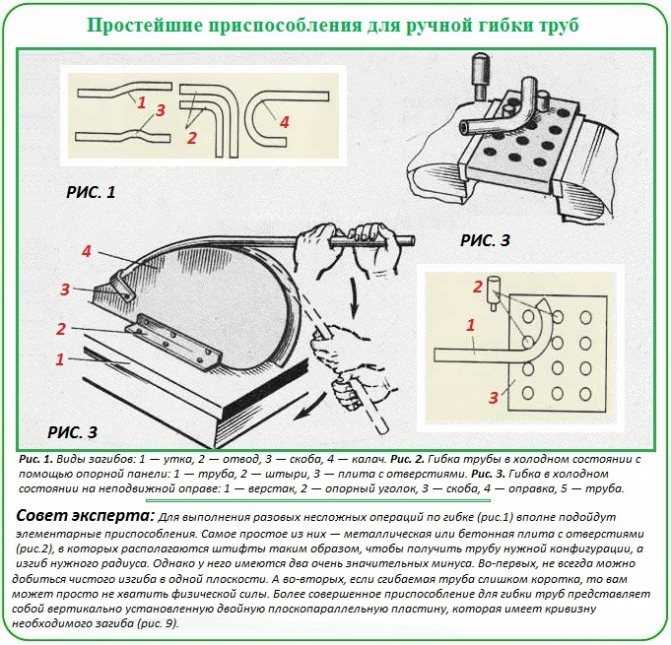
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
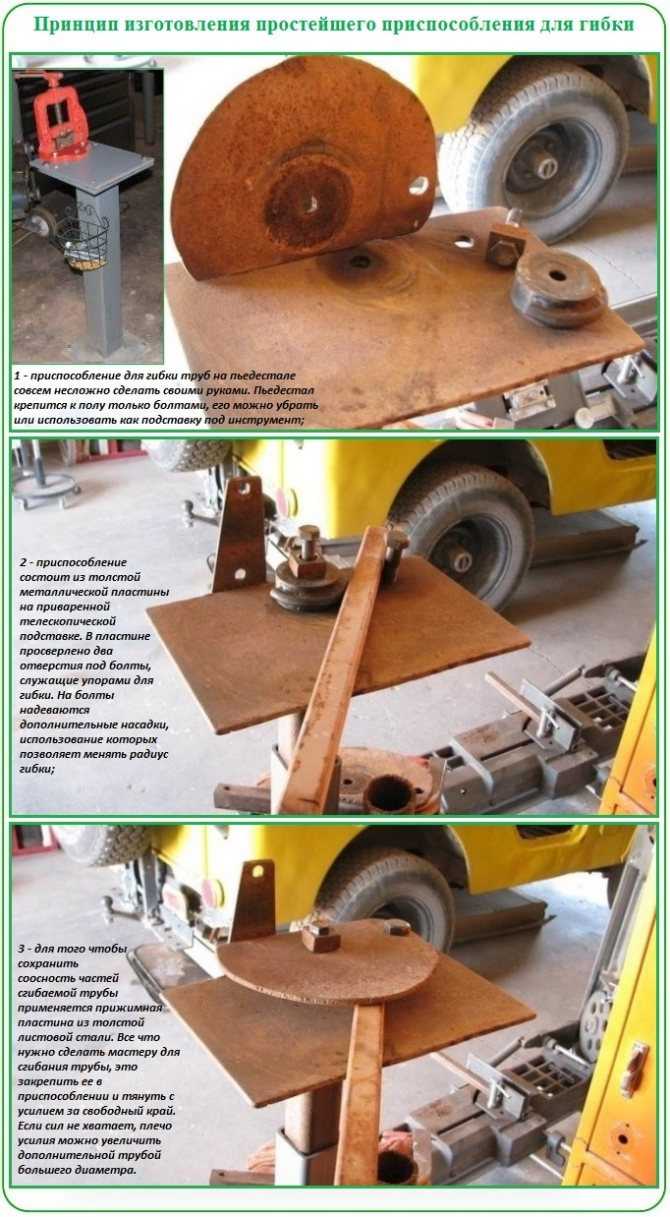
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Как происходит гибка алюминиевой трубы
Когда сгибают алюминиевую трубу под любым углом, структура металла деформируется. То есть внутренний слой сжимается, а внешний растягивается. Плотность данного материала достаточно низкая, поэтому при правильном сгибании конструкция не сильно «травмируется». При использовании легированных профилей, которые обладают большей плотностью из-за особенностей производства, получить изогнутое изделие будет сложнее.
Труба из алюминия обладает достаточной гибкостью, чтобы изготовить из нее самую замысловатую конструкцию, сохранив целостность заготовки и сечения. Процедура может проводиться вручную, с использованием несложных устройств или же на специальных промышленных станках. В зависимости от ситуации, сгибание может проходить в холодном либо горячем состоянии. Тут многое зависит от таких моментов, как размер, вид, структура изделия, толщина трубы и сложность задуманной формы.
Существует четыре разновидности процесса сгибания профиля из алюминия в одной плоскости – это скоба, калач, отвод и утка. Два излома в 135° называют «уткой», три сгиба с углом 90° в центре и 135° по краям – это «скобка», сгибание в полуокружность именуют «калачом», а градус от 45 до 135 единиц – это «отвод».
Качественная гибка алюминиевой трубы возможна при соблюдении следующих правил:
- при наличии на профиле сварного шва необходимо следить за тем, чтобы он не оказался ни на вогнутой, ни на выпуклой линии изгиба;
- при сгибании тонких труб диаметром 15–20 мм нужно следить, чтобы радиус изгиба был не меньше значения ее внешнего диаметра, умноженного вдвое;
- если заготовка имеет диаметр более 25 мм, желательный радиус должен составлять не меньше величины внешнего диаметра трубки, увеличенного в три раза.
Вне зависимости от того, какой вариант обработки был выбран мастером, его основной задачей будет создание конструкции без надломов, внутренних сморщиваний, сплющиваний и трещин. Это возможно при правильном выборе профиля, инструментов и метода.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
 Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
 На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Как согнуть алюминиевую трубу в домашних условиях
 Если приобретенное металлическое изделие потребовалось согнуть, это можно сделать в домашних условиях.
Если приобретенное металлическое изделие потребовалось согнуть, это можно сделать в домашних условиях.
Первый помощник в сгибании трубы из алюминия – газовая горелка. Единственный недостаток такого метода – невозможность его применения для оцинкованных труб.
Нагрейте трубу в месте будущего изгиба и зафиксируйте изделие. Поднесите к нагретой области бумажный лист. Его задымление будет свидетельствовать об абсолютной готовности трубы к процессу. Место нагрева стальных труб приобретет ярко-красный цвет.
Сгибание квадратных труб с маленьким сечением – более хлопотное занятие. В этом случае понадобится пара опор и киянка из резины. На опоры нужно поставить трубу, а киянку использовать непосредственно для сгиба.
Как говорилось выше, трубу следует заполнить песком. Зимой для этих целей подойдет вода, которая замерзнет и будет служить своеобразным каркасом. После проделанных манипуляций изделие необходимо закупорить кольями из дерева. Процесс сгибания профильной трубы абсолютно идентичен.
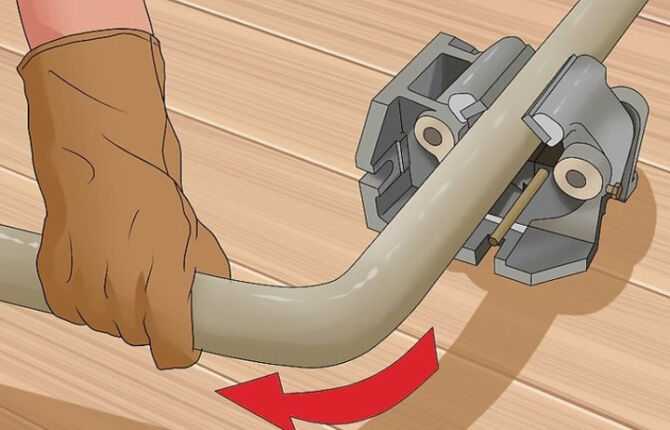
Сейчас весьма распространены трубогибы-арбалеты, которые способны согнуть трубу из алюминия путем ее продавливания на месте сгиба. Лучше всего использовать автоматические трубогибы. Чтобы добиться результата, следует определить сгибаемый угол и вставить алюминиевое изделие в инструмент, сведя рукоятки.

Аналогом трубогиба может стать плоскопараллельная пластина со специальным пазом и хомутом. Такой простой способ позволяет согнуть трубы диаметром, превышающим четыре сантиметра.
Также для сгибания подойдет металлическая плита. Предварительно в ней необходимо просверлить отверстия, в которые поместить штифты с выставленным радиусом изгиба. Этот метод используется для любых труб. Единственный минус – процесс сгибания короткой трубы займет больше времени.
https://youtube.com/watch?v=12GTPPitaDA
Источник
Процесс плавного изгиба профильной трубы
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту. К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.
Другим подержанным диском очерчиваем на металле дугу.
Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.
От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.
Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем. Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол
Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.
Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.
Последняя операция – зачистка швов с помощью болгарки.
Особенности производства, свойства алюминиевых труб
Производители изготавливают детали разными способами. Алюминий имеет низкую плотность. При изменении конфигурации стенки трубопроката минимально подвергаются деформации. Это делает элементы востребованными при самостоятельном изготовлении труб.
Недостатком материала является низкая степень прочности. Из алюминия недопустимо изготовление конструкций, подвергающихся регулярным высоким нагрузкам. Детали имеют следующие достоинства:
- Устойчивость к негативному влиянию влаги. Исключается образование коррозии при длительном взаимодействии с водой.
- Гибкость. Заготовкам легко придают нужную конфигурацию. При этом повреждаются стенки.
- Простота обработки. Алюминий легко сверлится, паяется и сваривается.
- Устойчивость к перепадам температуры. Трубопрокат можно использовать при минусовом и плюсовом показателе. При резкой смене температуры степень расширения минимальна.
- Отсутствие веществ, наносящих вред здоровью человека. Заготовки используют для изготовления кухонного оборудования.
- Теплопроводность. Материал хорошо проводит тепло и звуки.
Преимущества учитывают при выборе деталей. Свойства изделий и технология обработки отличаются и зависят от способа изготовления.
Трубопрокат из алюминия производят разными способами
Производители выпускают продукцию с отличающимися свойствами. Различают три метода изготовления алюминиевых труб:
- холодное деформирование;
- сваривание;
- прессование.
Методом холодного деформирования изготавливают бесшовные трубы диаметром до 150 мм. Изделия устойчивы к механическим нагрузкам. Дополнительно продукция поддается термообработке. Это улучшает прочностные характеристики.
Методом сваривания элементы изготавливают из ленты. Так получают прочный трубопрокат со швом. На начальном этапе лента поддается термической обработке. Это делает готовую продукцию устойчивой к деформации.
Методом прессования выпускают трубопрокат диаметром до 300 мм. При этом трубы имеют разную толщину стенки. При горячем прессовании удается получить трубы устойчивые к деформации.
Учитывая свойства материала, можно определить, как согнуть алюминиевую трубу своими руками. Незакаленные детали хорошо поддаются деформации. Термически обработанные элементы требуют прикладывания больших физических усилий.
Где применяют алюминиевые изделия
Материал устойчив к гниению. При взаимодействии с воздухом на поверхности образуется оксидная пленка. Это предотвращает негативное воздействие кислорода и влаги. Преимущества трубопроката делают его востребованным в различных сферах:
- Сельское хозяйство. Обустраивают поливочные системы. Используют в качестве каркаса для теплиц.
- Производство климатического оборудования. Трубки имеют хорошую теплопроводность. Их применяют при изготовлении радиаторов.
- Автомобилестроение. Для транспортных средств изготавливают детали уменьшенной массы.
- Сборка мебели. Из алюминиевых труб делают фурнитуру и декоративные элементы.
- Сборка трубопроводов. Детали устойчивы к химическим веществам. По трубопроводам перемещают жидкую и газообразную рабочую среду.
Алюминиевые трубки востребованы в строительстве и при ведении домашнего хозяйства. Простота обработки делает возможным монтаж без применения специализированного оборудования. Согнуть алюминиевые трубки в домашних условиях сможет человек, имеющий минимальные технические знания.
Особенности гибки профильного сортамента
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу:
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Для внутреннего радиуса вычисления такие же:
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
 Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Обработка изделий в домашних условиях без инструмента
Как согнуть трубу своими руками, когда станка и инструмента нет, а покупать нецелесообразно? Обработать деталь дома или в гараже без трубогиба тоже можно, воспользовавшись следующими приемами:
- Чтобы уменьшить хрупкость алюминия и силу нагрузки, участок сгиба нагрейте при помощи обычной газовой горелки. Понять, что деталь готова к деформированию поможет обычная бумага. Ее надо расположить над нагреваемой зоной и подождать, пока не задымится – это сигнал к началу изгибания. Такой способ не годится для анодированного алюминия.
- Для обработки заготовки воспользуйтесь шаблоном с требуемым радиусом изгиба. Его легко выточить из дерева, пропитанного креозотом. Исходный элемент разместите на шаблоне и тщательно закрепите. Возьмите резиновый молоток и несильными ударами придайте необходимую форму сгиба.
 Деревянный шаблон
Деревянный шаблон
- Трубку из алюминия с небольшим диаметром (15 – 20 мм) можно обработать без инструмента, надев на внешнюю поверхность стальную пружину. Во внутрь заготовки насыпьте песок и вставьте металлический прут. Взявшись за концы стержня, произведите обжим по шаблону.
- Заполните трубку песком, концы заготовки закрепите на двух опорных плоскостях. Резиновым молотком сформируйте изгиб в зоне, находящейся на весу. Способ хорошо подходит для заготовок с прямоугольным сечением.
Таким образом, при необходимости сделать ремонт дома или самостоятельно изготовить элемент декора из алюминиевых труб, каждый сможет изогнуть детали своими рукам.

