
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,

когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 оС без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Методы сгибания труб по радиусу
Процесс сгибания стальных труб по радиусу позволяет придавать им частичную или полную изогнуто-плавную конфигурацию, которая не зависит от формы сечения профиля. Так, при сгибании полого профиля на стальную заготовку, одновременно действует сила, сжимающая ее по внутренней стенке и усилие, растягивающее по внешнему радиусу. Специфика такого процесса состоит в том, что:
- профиль в момент придания ему формы загиба может получить искривление, при котором трубой будет утрачена соосность;
- при растяжении наружной стенки трубы на участке максимального радиуса может произойти разрыв стенки за счет воздействия радиальной силы;
- сдавливаемая внутренняя часть трубы при неравномерном сокращении будет сминаться складками в виде гофры от приложения тангенциальных сил.
Поэтому существуют два основных способа, при которых производиться гибка трубы по радиусу, а именно:
- непосредственно на холодной трубе,
- при разогреве места сгиба.
Холодный способ используют в основном для труб с малым диаметром, но в этом случае необходимо четко знать минимальный радиус гиба трубы по осевой линии.
При разогреве места сгибания создаются более благоприятные условия для процесса заданной деформации, так как металл приобретает достаточную пластичность, снижая вероятность образования различных дефектов. Горячие способы сгибания трубы по радиусу применяют в основном для заготовок большого диаметра, так как эта методика является более затратной и требует большего времени для осуществления единичного гиба.
При использовании обоих способов необходимо знать технологический процесс, который позволит обеспечить равномерное сечение металлической трубы на всем протяжении радиуса искривления и полное отсутствие на стенках трещин и складок.
Вариант третий – применение пружин растяжения
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис. 8, либо в виде фигурного крючка. Последнее считается предпочтительным, поскольку обеспечивает более удобное извлечение пружины из заготовки после окончания процесса гибки.
Установка заглушки в один из торцов трубы
Утрамбовка засыпанного материала
Труба, заполненная наполнителем Внешний вид пружины растяжения
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах — интеллектуальная собственность ООО «Балтийской Машиностроительной Компания» Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
Особенности гибки профильного сортамента
Кому-то может показаться, что согнуть профильную трубу по радиусу без трубогиба – занятие не сложное: сгибай ее молотком, как хочется, и все дела. Но, практика показывает, что согнуть данный металлопрокат не так легко. Сделать плавную выгнутую форму с сохранением всех характеристик трудно. Легче всего согнуть данное изделие, взяв на помощь специальный бытовой трубогиб.
Дело в том, что на профтрубу, при изменении конфигурации, влияет две силы:
- сжатие, которое оказывает воздействие изнутри;
- растяжение, действующее извне.
Когда неправильно гнут профтрубу, то она меняет свою форму, и теряет соосное расположение некоторых участков. Так же растягивающаяся стенка может просто не выдержать механического воздействия и придти в негодность. Помимо указанных проблем, может возникнуть неправильное сокращение и образование складок на внутренней стенке согнутой заготовки.
Не редко происходят случаи, что согнуть трубу из профиля по радиусу получается легко, но обрабатываемая деталь получается смятой. После этого она уже пригодна только на металлолом.
Совокупность этих факторов влияет на неоправданное увеличения расходов, чего серьезный хозяин никогда не допустит
Следовательно, не смотря на то, что данный трубный сортамент достаточно гибкий, не стоит спешить обрабатывать его, а перед тем, как гнуть профтрубу по радиусу в домашних условиях, важно детально изучить технологию. Об этом речь пойдет дальше. Пренебрегать технологией не стоит
Только вооруженному знаниями мастеру вопрос, как гнуть в домашних условиях профиль, не создаст больших проблем. Все рекомендации, как согнуть профильный металлопрокат правильно, даны профессиональными мастерами, которые изучали данную проблему на практике длительное время
Пренебрегать технологией не стоит. Только вооруженному знаниями мастеру вопрос, как гнуть в домашних условиях профиль, не создаст больших проблем. Все рекомендации, как согнуть профильный металлопрокат правильно, даны профессиональными мастерами, которые изучали данную проблему на практике длительное время.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы медные и латунные
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентаия которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия. Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне. В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Гибка и резка труб из нержавеющей стали
При монтаже труб довольно часто производится их обрезка или сгибание. И гибка и резка труб из нержавеющей стали должны производиться по определенным правилам. Если эти правила не соблюдать, то можно легко испортить трубу.
Как осуществляется сгибание труб, сделанных из нержавеющей стали
 1. Гибка труб из нержавеющей стали может производиться с использованием специального инструмента, называющегося трубогиб. Лучше всего сгибать трубу из нержавеющей стали именно трубогибом, имеющим вид арбалета. Такой трубогиб гнет трубу, продавливая ее непосредственно в точке изгиба.
1. Гибка труб из нержавеющей стали может производиться с использованием специального инструмента, называющегося трубогиб. Лучше всего сгибать трубу из нержавеющей стали именно трубогибом, имеющим вид арбалета. Такой трубогиб гнет трубу, продавливая ее непосредственно в точке изгиба.
2. Чтобы не допустить деформации просвета необходимо при сгибании трубы использовать внутренние ограничители. Одним из таких внутренних ограничителей является обыкновенный сухой песок.
3. Перед тем, как использовать трубогиб для нержавеющих труб, необходимо закрыть один конец трубы заглушкой, а в другой засыпать приготовленный песок. После того, как труба заполнится песком, на второй ее конец также нужно надеть заглушку.
4. Теперь, когда труба из нержавеющей стали заполнена песком, можно выполнить ее изгиб вокруг болванки подходящей по размеру.
5. Также вместо песка в качестве внутреннего ограничителя при сгибании трубы можно использовать изготовленную особенным образом пружину. Такая пружина делается из проволоки, толщина которой не должна быть меньше одного и больше четырех миллиметров. Готовая пружина должна свободно помещаться внутрь трубы.
6. После того, как пружина будет помещена внутрь трубы, ее можно сгибать при помощи ручного трубогиба.
Как разрезать нержавеющую трубу
 Резать нержавеющие трубы можно с помощью специализированных станков или же вручную. Вручную произвести данную процедуру поможет труборез для нержавеющих труб. Чтобы разрезать стальную трубу труборезом необходимо проделать следующий перечень работ:
Резать нержавеющие трубы можно с помощью специализированных станков или же вручную. Вручную произвести данную процедуру поможет труборез для нержавеющих труб. Чтобы разрезать стальную трубу труборезом необходимо проделать следующий перечень работ:
1. Нержавеющая труба фиксируется в прижиме.
2. Ту часть трубы, которая подлежит нарезке, нужно смазать машинным маслом.
3. Затем инструмент при помощи левой руки необходимо подвести к трубе снизу. Одновременно с этим нужно завернуть правой рукой прижимной винт таким образом, чтобы ролики могли совсем немного войти в трубу.
4. Чтобы разрезать нержавеющую трубу необходимо совершить вращение рукоятки прижимного винта. Совершая вращение, нужно раскачивать труборез по направлению снизу вверх.
5. Образовавшиеся на срезе заусеницы требуется зачистить с помощью напильника.
Как шлифуются нержавеющие трубы
 Шлифовка труб нержавеющих может быть произведена двумя методами:
Шлифовка труб нержавеющих может быть произведена двумя методами:
1. Электрохимический метод. При данном методе шлифовки нержавеющих труб они погружаются в раствор, состоящий из концентрированной кислоты. Через определенное время труба извлекается из кислоты и затем окружается круглым электродом. Также электрод может вставляться вовнутрь трубы. Затем трубы, подлежащие шлифовке, подвергаются воздействию тока.
2. Абразивный метод. Первичная шлифовка трубы производится грубым абразивом. Осуществляется она еще в процессе изготовления нержавеющей трубы. Завершающая полировка трубы осуществляется при помощи войлочных шлифовальных лент.
Шлифованные нержавеющие трубы используются при производстве мебели, а также для изготовления карнизов, ограждений, декоративных перил.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Изогнутые трубы могут понадобиться при установке отопительных приборов, сантехники, при монтаже трубопровода в доме и. Если вы не приобрели уже согнутые необходимые куски труб, то их можно согнуть самостоятельно в домашних условиях. Единственное, что может пойти не так это прогибание трубы внутрь и ее разрыва, так как при сгибании металл изделия испытывает сразу и сжатие, и растяжение. А для того чтобы это не произошло, необходимо придерживаться следующих советов.
Способы гибки труб больших диаметров
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают. В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.
Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают крутоизогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.
Переносные трубогибы
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках, вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180 о ;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Какие можно изготовить изделия из гнутой профильной трубы
Довольно часто для строительства многочисленных конструкций нужно использовать гнутые профильные трубы в качестве декора или для создания определенной формы постройки.
Из профильных труб можно изготовить любые уличные конструкции и некоторые элементы интерьера помещения.
Что можно создать с помощью гнутой профтрубы:
- Теплицы – арочные, двускатные конструкции для выращивания овощей и рассады;
- Стремянки;
- Входные ворота;
- Беседки;
- Лавочки;
- Кованые оградки;
- Декоративные арки.
Довольно часто гнутую профильную трубу используют для создания козырька над входом в дом или перил для ступеней на второй этаж. Изготовление мебели из профтрубы займет больше времени и усилий, но в результате можно получить эксклюзивный и красивый декор.
Что можно гнуть, а что нет
Многие соотечественники задаются вопросом можно ли гнуть полипропиленовые трубы и как это сделать правильно ().
Рассмотрим то, какие материалы подлежат механической деформации без ущерба для последующей эксплуатации, а какие нет.
Можно гнуть практически весь металлопрокат, включая алюминиевые, медные и стальные трубы различного диаметра. Сложнее изменить конфигурацию изделий из нержавейки и аналогичных жестких сплавов.
Для правильной деформации всех без исключения металлов необходим специальный станок для гнутья труб. Использование специального станка не только обеспечит оптимальное качество сгиба, но и позволит выполнить поставленную задачу с минимальными физическими усилиями.
Некоторые сантехники из экономии фитингов разогревают полипропилен промышленным феном и гнут до требуемой формы. Делать это нецелесообразно, так как из-за деформации в сочетании с нагреванием изогнутая труба из пластика будет иметь неравномерную толщину стенок на внешнем и внутреннем радиусе.
В итоге эксплуатация построенного водопровода будет непродолжительной, так как под давлением жидкой среды, в тонкой стенке со временем появятся трещины.
Выбираем подходящий инструмент
Пружина — эффективный инструмент для работы с металлопластом. Пружины, представленные на рынке, бывают двух типов: внешние и внутренние. И тот и другой тип инструмента отличает доступная цена. Инструмент должен подбираться в соответствии с внешним или внутренним диаметром трубы.
Приспособление производится из полированной стали. Гладкая поверхность витков позволяет снять пружину с согнутой трубы. Применение пружины позволяет обеспечить одинаковый диаметр поперечного сечения на всем протяжении сгиба.
Трубогиб — это широкий ассортимент станков или приспособлений, предназначенных для деформации металлопроката с учетом требуемого угла и радиуса сгиба. Устройства активно применяются при строительстве трубопроводов различного назначения различной конфигурации и типоразмеров.
Классификация трубогибов
Все современные трубогибы соответствуют следующим требованиям:
- возможность сгиба на угол до 180 градусов;
- возможность работы с трубами, изготовленными из различных материалов, включая алюминий, медь, сталь и полимерные композиции.
Такое оборудование в соответствии с типом используемого привода подразделяется на следующие категории:
-
Ручные модификации
, как правило, применяются для работы с трубами малого диаметра. Устройство приводится в действие воротом, к которому прикладывается существенное мускульное усилие. -
Гидравлические модификации
– это оптимальный выбор для работы с трубами, диаметр которых не превышает 3-х дюймов. Эксплуатация гидравлических устройств позволяет работать с трубами без чрезмерных физических усилий. На рынке представлены мобильные и стационарные гидравлические трубогибы. -
Электромеханические модификации
представлены на рынке универсальными устройствами, предназначенными для выполнения высокоточного сгиба. Основным преимуществом таких трубогибов является возможность работы с тонкостенным металлопрокатом без угрозы повреждения.
В соответствии со способом гибки и конфигурацией рабочей части, инструмент может быть:
Арбалетным
, где в качестве деформирующего элемента применяется сменная металлическая направляющая форма, которая подбирается под определенный диаметр труб.
Сегментным
, где металлопрокат вытягивается специальным сегментом, оборачивающим трубу вокруг себя.
На фото — дорновый станок
Дорновым
, где работа с металлопрокатом ведется как с внешней, так и с внутренней стороны трубы. Такая особенность позволяет применять устройство для изменения конфигурации тонкостенных труб без угрозы разрыва металла или образования складок по внутреннему диаметру.
Технология сгибания труб
Инструкция изменения конфигурации труб посредством внешней пружины следующая:
- Пружина одевается на металлопластовую ;
- Затем труба захватывается обеими руками на расстоянии 20 см от пружины и гнётся до получения нужного угла;
- После того как получен нужный угол, пружина проворачивается вокруг своей оси и снимается.
Применение внутренней пружины отличается тем, что устройство вставляется с краю трубы, где его потом можно будет вытащить.
Согнутый конец трубы можно получить, используя трубогиб. В этом случае устройство, в соответствии с его модификацией, настраивается под требуемые параметры. Затем труба вставляется в приемный зазор и устройство приводится в действие посредством того или иного привода.
Гибка профтруб с предварительным нагревом
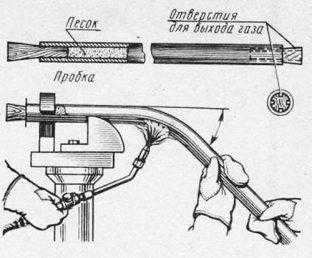
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
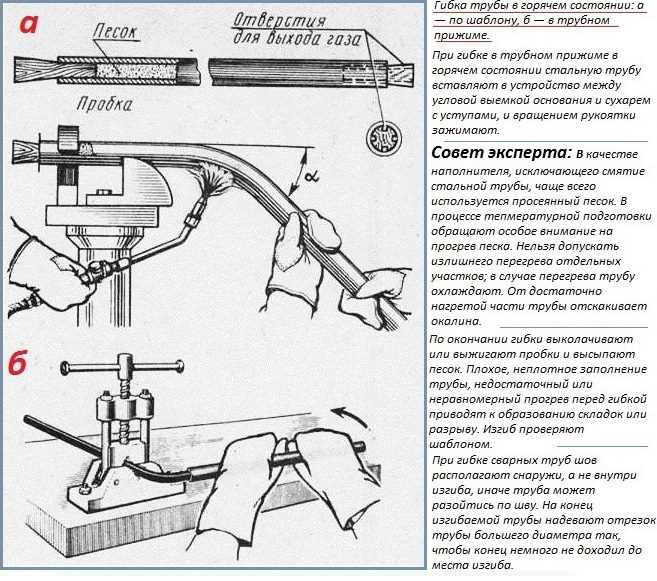
Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью. После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка. Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь. В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании. Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия. Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку. После полного заполнения трубы песком ее второй конец также закрывают заглушкой. Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом. Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме
При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению
Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости. После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Выбор способа сгиба
Как согнуть трубу своими руками? Вопрос не из простых
Сгибая данное изделие самостоятельно, прежде всего, важно учесть то, что во время данного процесса в профилированном металле возникают радиальные и тангенциальные силы, воздействие которых может привести к разрыву сечения и возникновению на ней складок

Чтобы этого не произошло, при формировании сгиба необходимо принять во внимание все параметры данного процесса

Технологию, которая может быть применена в каждом конкретном случае, выбирают ориентируясь на:
- Материал трубы;
- Ее размер;
- Требующиеся угол и радиус изгиба.

Произведя предварительную оценку данных параметров, следует сделать выбор одного из ниже предложенных вариантов. Разобраться в правильной реализации каждого из них помогут размещённые ниже фото, поэтапно демонстрирующие, как производить сгиб трубы.


