
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше
Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
Правила выбора труб из латуни
Выбор латунных труб должен основываться на определении следующих параметров:
- толщина стенки трубы. Латунные трубы могут изготавливаться несколькими методами: вытягиванием, прессованием и методом холодной катки. В зависимости от метода изготовления трубы могут толстостенными и тонкостенными. Трубы с большей толщиной стенки преимущественно используются для изготовления промышленных трубопроводов и трубопроводов высоким показателем давления. Тонкостенные используются в быту для сооружения систем водоснабжения, отопления и так далее;

Трубы с разной толщиной стенки
- форма. Изделия из латуни могут иметь круглое, овальное, квадратное, прямоугольное и так далее сечение. Круглая труба применяется для сооружения трубопроводов, а профильная (формы, отличной от круглой) – для сооружения каркасов, поделок, мебели и так далее;

Круглые и профильные латунные трубы
- диаметр. Размеры латунных труб изготавливаются в соответствии с ГОСТ 494-90. Диаметр может варьироваться от 3 мм до 100 мм, а длина 1 – 10 м. Самыми востребованными в быту являются трубы длиной 6 м и диаметром 32 мм, так как именно из них изготавливаются бытовые системы водоснабжения и отопления;
При определении диаметра важно учитывать основные характеристики трубопровода или уровень нагрузки при сооружении иных форм
- состояние материала. Трубы, изготовленные методами холодной катки и вытягивания, могут быть мягкими, полутвердыми или мягкими и полутвердыми с повышенной эластичностью. Их целесообразнее использовать для сооружения мебели и иных поделок, а также прокладки теплого пола и иных аналогичных систем;
- точность изготовления. По ГОСТ трубы могут иметь нормальную, повышенную и высокую прочность. Изделия с высокой прочностью применяются для изготовления приборов, а трубы с нормальной и повышенной прочностью подходят для сооружения трубопроводов.
Основные характеристики латунных труб указываются в маркировке.
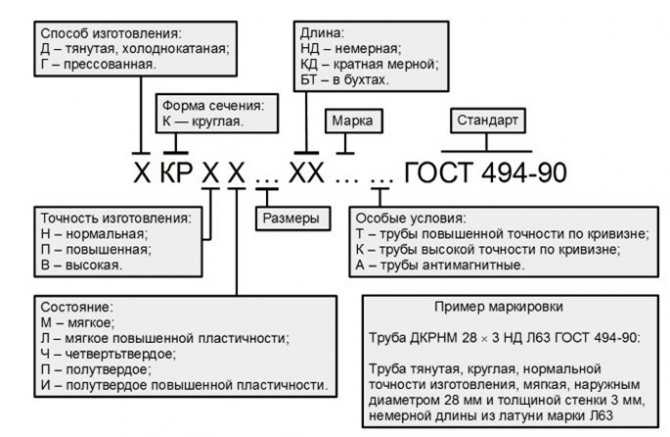
Определение параметров труб по маркировке
Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.
Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
https://youtube.com/watch?v=V8c0ScKl1LQ
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
https://youtube.com/watch?v=JIxYpuGdZW8
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
https://youtube.com/watch?v=DCRdlvqPVJc
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
https://youtube.com/watch?v=BotwCZKk3fo
Чем покрасить медные трубы отопления?
Чтобы покрасить изделие из меди, можно использовать несколько видов краски:
- Алкидную эмаль. Устойчива к высоким температурам, физическим воздействиям.
- Акриловую краску. Изготавливается на основе органических растворителей.
- Красящий состав на водно-дисперсионной основе. Быстро высыхает, но удерживается на поверхности короткий промежуток времени.
Наносить краску на металлическое основание просто. Его срок службы напрямую зависит от выбранного красящего состава, средний показатель долговечности — около 5 лет. Для повышения адгезии металл нужно зачистить мелкой наждачной бумагой.
https://youtube.com/watch?v=TuHaXxWFs5s
Медные трубы редко применяются для изготовления трубопроводов. Связано это с их высокой ценой. Если средств достаточно, это лучший вариант по долговечности, надежности
Важно грамотно выбрать тип соединения отдельных элементов, чтобы система прослужила как можно дольше
Что говорят противники?
В первую очередь, обращают внимание на значительную стоимость материала. С этим, конечно, трудно спорить, но стоит учитывать и другие факторы, не всегда цена должна играть решающую роль при выборе
Можно услышать множество заявлений, что медные трубы для водопровода являются потенциально опасными, так как данный металл может стать причиной образования токсических веществ. В применении к водопроводным трубам это утверждение не соответствует действительности. Подобные вещества могут появиться при контакте меди с определенными средами, причем при соблюдении множества других условий.
Еще одна особенность медного трубопровода — способность образования

гальванической пары при непосредственном соединении с алюминием или сталью. При наличии электрического потенциала, что часто встречается в системах коллективного пользования (жители применяют заземление на трубы для разных целей), через некоторое время такой стык обязательно потечет.
Кроме того, медные водопроводные трубы обладают прекрасной электропроводностью, поэтому существует вероятность поражения электрическим током при неправильном заземлении оборудования.
Перечень преимуществ также значителен, к ним можно отнести следующие качества:
- Долговечность, которая проверена веками.
- Водопроводная медная труба может применяться в значительном температурном диапазоне (250-400 градусов), в зависимости от применяемого припоя.
- Материал отличается пластичностью, легко поддается обработке, гнется.
- Медь устойчива к воздействию ультрафиолета и кислорода, входящего в состав атмосферного воздуха.
- Трубы из меди не подвержены коррозионным процессам.
Но простое перечисление характеристик не может дать полное представление о материале, поэтому попробуем сравнить медный водопровод и систему из полипропилена.
Нормативные требования к трубам
Если медь как материал полностью устраивает и стоимость изделий не смущает, необходимо проверить соответствие всех компонентов системы государственным стандартам.
Информацию о нормах изготовления труб можно найти в ГОСТ Р 52318–2005 «Трубы медные…», где перечислены требования к изделиям из меди для систем ХВС, ГВС, подачи газа, а также парового и водяного отопления
Также пригодятся документы, регламентирующие монтаж разводки – СТО НП «АВОК» 6.3.1–2007 «Трубопроводы из медных труб…» и СП 40–108–2004 «Проектирование и монтаж…». По отдельным пунктам разнесены требования к сортаменту изделий, составу теплоносителя, характеристикам труб. Данные таблиц и графиков помогут при выборе припоев. Полезным может оказаться материал об антикоррозийной защите, ремонтных работах и способах расчета.
Способы соединения медных труб
Трубопроводы из меди являются надежными, долговечными, устойчивыми к физическим нагрузкам, коррозии. Однако такими свойствами они могут похвастаться только при правильной сборке. Для объединения отдельных элементов в одну систему, существует несколько методов:
Обжимные фитинги. Это специальные элементы, применяющиеся для соединения медных трубопроводов: цанговые штуцеры, крестовины, отводы, муфты. Изготавливаются они из бронзы, латуни, меди.
Неразъемный метод соединения. Это технология прессования, которая проводится с использованием пресс-фитингов, обжимный гильз. Прочность готового соединения сравнимо с методом спайки.
Компрессионное соединение. Является разъемным, при высокой прочности. Для проведения работ нужны ручные инструменты, специальные цанговые зажимы. Однако такой вид соединения со временем ослабевает от скачков давления, перепадов температур
Важно наблюдать за ним, периодически менять расходники.
Проведение пайки с использованием медных фитингов. Используется специальный элемент, который называют капиллярным. Для создания надежного соединения нужен припой.
Для создания надежного соединения нужен припой.
Важно, чтобы после выполнения пайки изделия остыли при естественных условиях. Обжимные фитинги для соединения труб. Обжимные фитинги для соединения труб
Обжимные фитинги для соединения труб
Сварка труб отопления что и как варить Разбираемся вместе
Сварка труб отопления является одним из самых надежных видов стыковки. Процесс соединения конструкций производится с помощью специальных аппаратов под действием высокой температуры. Такой вид сварки применяют как для металлических, так и для пластиковых труб.
Если отсутствуют любые навыки по сварке, то предпочтительно обратиться за помощью к специалистам.
Некоторые же способы стыковки можно осуществить самостоятельно с помощью необходимых инструментов и соблюдая технику безопасности. Сварка труб отопления сварщиком может обойтись вам по очень высокой цене. При этом стоимость сварочного аппарата невысока.
Примечание: цена зависит от диаметра труб, количества стыков, проходов, также цена будет увеличена, если сваривать трубы нужно на высоте, в стесненных или холодных условиях.
Сварка пластиковых труб
Справиться со сваркой пластиковых труб возможно своими усилиями, для этого процесса не требуется специальных знаний и навыков.
Аппарат для сварки пластиковых труб
Для работы с таким материалом требуется:
- ножницы для совершения резки труб;
- специальные насадки;
- сварочный аппарат.
Работая с пластиком необходимо быть внимательным и аккуратным, так как такой материал при термическом воздействии легко повредить или испортить.
Температура при сварке должна не превышать 1800 С, так как свыше этого показателя пластик способен оплавиться и пролиться внутрь трубопровода. Также применение в процессе стыковки небольших температур грозит негерметичным соединением, могут образоваться зазоры, которые повлекут за собой при эксплуатации утечки.
Процесс сварки полипропиленовых труб смотрите ниже
Помните, что очень важно, чтобы на место пайки не попадала вода, на это особое внимание обращает автор ролика, также он говорит о том, что трубопровод нужно наполнять водой не ранее чем через один час после окончания работ
https://youtube.com/watch?v=Qw2Nvx1gtO0
Электросварка металлических трубопроводов
Для сварки труб отопления из металла применяется метод стыка с зазором в 2-3 мм.
При таком соединении не должно происходить плавление краев труб, стыковка осуществляется плавленой проволокой в зазоре.
Желательно подбирать равные по размеру трубы, для более прочной и надежной сварки.
Поверхность трубопроводов перед выполнением работ следует очистить. Концы труб должны быть ровными. Заранее должна быть продумана схема монтажа труб, размер необходимых участков, в связи с этим нужно выполнить нарезку металлических конструкций.
Процесс сварки производится по окружности. В зависимости от толщины труб применяется несколько слоев сварки, но не менее двух. Перед новым швом обязательно удаляется шлак.
В видео ниже показано, как выполнять сварку труб из стали с зазором за два прохода. Весьма детальный и полезный ролик.
Газовая сварка
Газовая сварка труб — более дорогой вид соединения, чем электросварка.
При использовании газового инструмента соединение происходит с использованием расплавленного металла на поверхность шва.
Показано, как при помощи газовой сварки соединить трубы
Для произведения шва окружность труб по предполагаемому шву делят на 4 условных отрезка, по котором происходит заполнение шва. При исполнении сварки в четыре отрезка, каждую проработанную часть поворачивают вниз.
Сварка, как метод стыковки, регламентируется ГОСТом, СНиПом по тепловым сетям.
При выполнении сварочных работ газом также необходимо предпринять меры безопасности. Необходимо облачится в защитный костюм, а на голову и глаза нужно надеть специальный шлем-маску. Проводить все работы нужно вдали от легковоспламеняющихся объектов.
Холодная сварка
Также известен такой способ соединения как холодная сварка труб отопления.
Мужчина наносит холодную сварку на стык труб
Он представляет собой эпоксидный клей со стальным порошком. Применяется как шпаклевка. Способ позволяет склеивать фактически любые материалы, включая пластик и металлы. Такой способ сварки чаще всего применяется для отдельных швов либо для заделывания зазоров.
Холодной сваркой вы, кстати, можете сварить не только трубы. К примеру, Виктор из ролика ниже, отремонтировал таким способом рукоятку топора. Довольно полезно и познавательно.
Проверить герметичность любого шва можно с помощью мыльного раствора, который наносится на стык. Через трубу подается воздух. Если имеются зазоры, то на месте стыков появляются пузырьки.
Надеемся, что статья была полезна и актуальна вам. Будем сильно признательны ,если нажмете на кнопки социальных сетей, которые расположены ниже. Пусть и другие прочтут этот материал.
Чем покрасить трубы из меди
После монтажных работ трубопровод можно покрасить, чтобы защитить его от коррозии и придать эстетичный вид. Рассмотрим, какая краска подойдет для достижения вышеуказанных целей.
Хорошим выбором станут такие краски:
- полиуретановые;
- алкидные;
- ПФ-115, 156, 167, 187, 223, 519;
- ГФ-0119.
Цены на ПФ-115
ПФ-115
Из лаков хорошо подойдут:
- смесь этинолевого покрытия с алюминиевой пудрой (соотношение 9:1);
- ВЛ-51.
Перед тем, как красить, следует очистить и покрыть поверхность свинцово-суриковым грунтовочным составом №81. При покраске следует учитывать то, что краска в медь не впитывается, а, следовательно, необходимо тщательно растушевывать наносимый состав. Лучше всего распылять краску баллончиком, ведь с его помощью можно получить качественную поверхность.

Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;
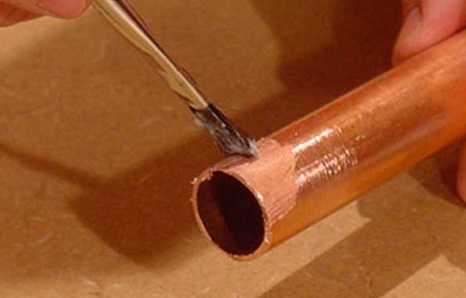
Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.
Возможные способы монтажа медных труб подробно рассмотрены на видео.
https://youtube.com/watch?v=QmObxiergpI
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
