
Изготовление профилигеба для сгибания профилей или труб больше 19 мм
Для таких диаметров самодельный профилегиб будет маленько сложнее в изготолвении. Его изготовления также связано с заливкой бетонного основания (по принципу как в примере выше), а далее закрепления в нем двух металлических штыря с круглым сечением. Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Метод пользования полученным профилегибом
Профиль ставят между роликами и фиксируют за конец. Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
При помощи сварочного оборудования изготавливают опорные ноги и станину
Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами
Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
В опорной раме станины прорезают паз под натяжной ролик
Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Конструкция профилегиба

Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
2 Как согнуть трубу без трубогиба?
Если ввиду каких-либо причин вы не имеете возможность изготовить полнценный трубогиб своими руками, для работы с трубами можно сконструировать шаблон. Это неплохой вариант для гибки алюминиевых и медных труб, однако обрабатывать стальной профиль на шаблоне достаточно сложно.
Гибка на деревянном шаблоне
Существует несколько разновидностей шаблонов, наиболее простым из них является деревянная конструкция. Из массива дерева, толщина которого превышает диаметр обрабатываемой трубы, необходимо вырезать полукруг (размеры подбираются в соответствии с требуемым радиусом изгиба). Полученный полукруг фиксируется на верстаке либо другой устойчивой поверхности, с правой стороны от него монтируется упор, который будет фиксировать обрабатываемый профиль.
На этом простейший самодельный трубогиб можно считать готовым. Для гибки необходимо разместить профиль в отверстием между шаблоном и упором, после чего прикладывая давление на ее свободный конец придать трубе нужную форму.
Шаблон из металлических крючков
Для работы с полимерными трубами подобный шаблон можно сделать из металлических крючков, жестко зафиксированных в форме полукруга на деревянной поверхности. Однако металлический профиль такая конструкция не выдержит.
2.1 Магазинные станки
Узнав, как согнуть трубу без трубогиба, можно понять, что занятие сложное и муторное. Поэтому при отсутствии навыков для изготовления самодельного устройства рациональным решением будет приобрести гибочный станок заводского производства.
Для простых задач оптимальным вариантом будут трубогибы «Инстан». В ассортименте компании представлено около различных 10-ти моделей, однако лучше всего зарекомендовал себя гидравлические трубогибы серии ТПГ, а именно:
- Инстан ТПГ-1Б;
- Инстан ТПГ-1.25Б;
- Инстан ТПГ-2Б.
Инстан ТПГ-1
Числовое обозначение в маркировке указывает на максимальный диаметр труб, которые может согнуть данный станок. В качестве силового элемента в станках серии ТПГ используется гидроцилиндр прямого действия, который приводится в действие нагнетательным устройством. В комплекте со станками поставляются гибочные шаблоны, позволяющие обрабатывать трубы минимальным диаметром от 3/8″.
В качестве альтернативы станкам Инстан можно рассматривать трубогибы ЗУБР. Рекомендуем обратить внимание на модель ЗУБР-12, стоимость которой составляет 13 тыс. рублей
Рассмотрим ее технические характеристики:
- максимальное усилие — до 12 тонн;
- максимальный диаметр гибки — 51 мм;
- рабочие сечения — круг, квадрат;
- ход штока — до 230 мм;
- угол гибки — до 90 мм.
Трубогиб ЗУБР-12
ЗУБР-12 представляет собой достаточно габаритный гибочный станок, вес которого превышает 35 кг. В комплекте с агрегатом поставляются 2 сменных ролика и 6 насадок для работы с трубами разных диаметров. Для обработки толстостенного профиля лучше подойдет модель ЗУБР-10, которая позволяет гнуть изделия со стенками толщиной до 5 мм и сечением до 76 мм.
Для бытовой эксплуатации приобретать электрический трубогиб особого смысла нет, если только вы не занимаетесь мелкосерийным производством металлоконструкций. В первую очередь такая покупка нерациональна из-за высокой стоимости, цены на проверенный модели начинаются от 100 тыс. рублей
Однако при необходимости рекомендуем обратить внимание на электрические гибочные станки Stalex HTB-1000 и ЕНН-40
Разновидности ручных станков
Все предлагаемые сегодня на рынке модели профилегибов можно подразделить на несколько типов.
- Первый тип является наиболее популярным, поэтому чертежи для него довольно легко найти любому желающему. Особенностью работы с подобным инструментом является то, что заготовка подвергается воздействию со стороны движущихся роликов, что и позволяет выполнить деформацию. Сама процедура гибки деталей выполняется об неподвижную часть станка.
- Второй тип профилегибов имеет вид устройств, при использовании которых оправа направляется в сторону заготовки. Из плюсов, которыми обладают подобные аппараты, следует выделить то, что при работе с ними не возникает больших трудностей. К тому же, используя подобный инструмент, удается избежать измятия заготовки.
Если у вас возникла необходимость выполнить деформацию деталей, имеющих толстое сечение, то наиболее подходящим для этой цели инструментом будет гидравлический ручной профилегиб. При работе с ним гидравлика обеспечивает высокое давление, достигающая 10 тонн, поэтому вы достаточно легко справиться с поставленной задачей.
Какие нужны материалы и нюансы конструкций
Чтобы соорудить своими руками простейший профилегиб, потребуется:
- простой домкрат;
- полка и профиль из металла;
- высокопрочные пружины и 3 вала;
- приводная цепь.
Чтобы простейший вид конструкции служил надежно, важно сконструировать прочный каркас. Его скрепляют сваркой или болтами. Затем, в соответствии с разработанным чертежем, устанавливают валы и оси кручения
От дистанции, на которой расположили оси простейшего устройства для сгибания, будет зависеть радиус загиба профтрубы
Затем, в соответствии с разработанным чертежем, устанавливают валы и оси кручения. От дистанции, на которой расположили оси простейшего устройства для сгибания, будет зависеть радиус загиба профтрубы.
Простейший станок для изгиба квадратных трубопрокатных материалов приводиться в действие посредством цепной передачи. Чтобы укомплектовать передачу данного профилегиба, используются три шестерни. Непосредственно цепь на станок, выполненный собственноручно, рекомендуют взять из ненужного авто или мотоцикла.
Механизм для изгиба профтрубы приводит в движение ручка. Ее для изгиба профиля соединяют с одним из валов. Так же она на профилегибе создает необходимое крутящее усилие механизма.
Особенности работы по изготовлению
Чтобы изготовить профилегиб, в обязательном порядке потребуются чертежи. Размеры профилегиба имеют значение для эффективной работы. Несмотря на кажущуюся простоту, собранный на глазок агрегат будет расшатываться, при изгибании профиля выкручивать его, или радиус получится угловатым и мало напоминающим окружность.
Чертежи берут и Интернета, там предлагаются фото и видео, имеются другие источники информации. Но мало кому подходит чертеж, взятый из этого источника, так как понравившаяся конструкция станка актуальна для отдельно взятого пользователя только в случае совпадения контура профиля, который следует согнуть. Станину и все конструктивные элементы можно использовать, но с конфигурацией роликов определяются индивидуально. Чертеж без изменения используют в том случае, если в нем:
- нет технических ошибок, это способен определить специалист-механик, может, предложенная конструктивная схема откажется работать;
- техническое описание сборки и применяемых материалов выполнено подробно, в чертеже есть все нужные размеры, указаны способы крепления, прочерчены узлы и взаимное расположение комплектующих элементов;
- конструкция разработана с учетом материалов, с приобретением или покупкой которых не возникнет проблем.
Чаще всего изготовлением чертежа занимается сам мастер, решивший изготовить профилегиб, беря за основу готовые чертежи и приспосабливая их, чтобы изготовить агрегат. При этом для конструкции и конструктивных узлов закладываются доступные материалы
Мастер обращает внимание на следующие моменты:
- конфигурация опорных элементов для профиля (роликов) выбирается с учетом не только поперечного размера проката, но и формы его сечения, иногда поверхность роликов бывает достаточно сложной;
- для некоторых видов профиля, например, швеллера или уголка, имеет значение направление изгибания (вверх или вниз полкой).
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
Необходимые инструменты и материалы
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
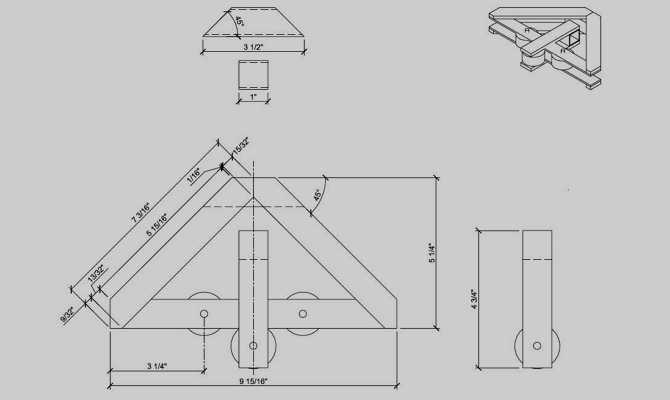
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.
Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.
Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине
Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
-
Изготавливаем П-образный регулятор.
Свариваем станину профилегиба
-
В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
После этого этапа привариваем все подложки, обоймы и валы
-
На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
-
Привариваем педаль с велосипеда.
Усилия будет достаточно, чтобы провернуть профильную трубу
-
Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
-
Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Виды профилегибов
Фото профилегиба, сделанного своими руками
Листая чертежи станков, можно встретить устройство с разными параметрами, техническими характеристиками. Потому, выбирая чертеж, подумайте над тем, какие именно профильные трубы вам предстоит гнуть. От этого напрямую зависит особенность будущей конструкции, выполненной своими руками.
Устройство для сгибания профильных труб различают по способу их размещения.
- Стационарные профилегибы. Это крупное устройство, предназначенное скорее для промышленных целей, нежели бытовых нужд. Потому встречаются они в хозяйстве редко. Для такого станка характерна высокая производительность. Перед размещением оборудованием, стационарный профилегиб требует организации фундамента или сварного короба.
- Переносные профилегибы. Среднее по размерам устройство, используемое на небольших предприятиях или в мастерских. Для установки станка потребуется основание или каркас из прочного металла. Сделать подобный самодельный профилегиб возможно, если опираться на соответствующие чертежи.
- Ручные профилегибы. Носимое устройство, используемое при гибке тонких профилей, основное предназначение которых — декорирование. Устройство устанавливается на любую ровную поверхность. Предварительной подготовки или усиления основание станка не требует. Этапы профилегибочного процесса осуществляются вручную.
Чертеж устройства профилегиба
Также профилегибы различают по типу используемого привода.
- Ручной. Сгибание изделий осуществляется за счет усилий, приложенных мышцами пользователя. Минус такого привода в том, что невозможно контролировать радиус кривизны, а также создавать на одной заготовке множество изгибов;
- Гидравлический. Усилие на заготовку подает гидродомкрат. Если вы хотите сделать устройство своими руками, возьмите подходящие вам чертежи и следуйте инструкции. Гидравлические профилегибы являются наиболее распространенными среди самодельных устройств;
- Электрический. Сгибательный процесс осуществляется за счет работы электромотора. Минус станка в том, что он потребует подключения к электросети и будет от нее зависим. А это дополнительные затраты за электричество. Зато к такому типу станка подключаются электронные контроллеры, определяющие точность сгибания заготовки.
https://youtube.com/watch?v=1IiZIyUaALo
Дополнительно устройство профилегиба следует разделить на:
- Роликовое. Здесь нужный изгиб станком задается за счет проката, который устанавливается между 2 рядами специальных роликов;
- Плитное. Сгибание станком осуществляется на штырях, вмонтированных в бетонное основание. Очень легко изготовить, но потребует внушительных физических усилий. Согнуть толстые профили будет практически невозможно.
Способы сгибания
Перед тем как сделать профилегиб и выбрать чертеж станка, вам следует определить, какой способ сгибания заготовок вы хотите использовать. Выделяют четыре разновидности.
- По шаблону. Обычно это деревянный шаблон с упорами по краям станка. Профильная труба заводится на конструкцию и сгибается вручную. Имея под рукой подобный чертеж, изготовить устройство для гибки по шаблонам не сложно. Единственный минус — невозможно контролировать диаметр при сгибании. Чтобы усилие распределялось равномерно, а сама труба не деформировалась, рекомендуется перед сгибанием заполнить трубу песком.
- Выдавливание. Это безматричная прессовка, при которой используют один пуансон. Вместо матрицы применяют поворотные башмаки или ролики. За счет этого сгибание получается более точным. Но работать нужно постепенно, не делая резких движений.
- Прессовка. Здесь можно задействовать тиски, шкив и тормозные барабаны. Чтобы сделать подобный станок, на губы тисков нужно установить матрицу и пуансон.
- Прокатка. На таком станке заготовка проходит между роликов, установленных в два ряда. Удобные в эксплуатации агрегаты, позволяющие добиться нужной кривизны профиля.
https://youtube.com/watch?v=vYNOQZKHVps
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу «примерно» устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.
- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.
 Чертеж профилегиба
Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Ручной профилегиб своими руками
 Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток. Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
https://youtube.com/watch?v=Hhxzr5nXlTQ
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин
При помощи сварочного оборудования изготавливают опорные ноги и станину Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки. Устанавливают опорные валы
Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
В опорной раме станины прорезают паз под натяжной ролик
Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Это интересно: Вальцовочные станки для гибки листового металла — видео, чертежи, ГОСТ
