
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

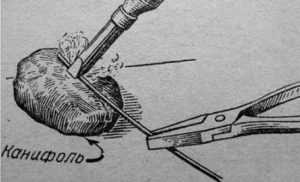
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Подбор расходников
 Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
https://youtube.com/watch?v=RIoP9oZeZYY
Можно выделить два типа флюсов:
- активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.
 Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
https://youtube.com/watch?v=EOqK6qG0Xhw
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
https://youtube.com/watch?v=LNDUZ81_r2g
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.
Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
https://youtube.com/watch?v=SceRXVqR5U8
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.
Спаять гирлянду подручными средствами
Часто проблемы возникают с гирляндами, которые применяются для украшения дома или ели. Из-за применения тонких жил они часто перебиваются и требуется провести пайку. Среди особенностей этой работы отметим следующие моменты:
- В большинстве случае проблема возникает в блоке управления, так как провода крепятся ненадежно.
- Прорыв может возникнуть по всей длине изделия.
- Если все источники света подключены параллельно, то выход из строя лишь одного приводит к размыканию всей цепи.
Отошедшие контакты найти довольно просто, а вот обрыв только при применении тестера. Только после нахождения места обрыва можно приступить к пайке. Припаять без паяльника можно следующим образом:
- В места обрыва провода следует очистить.
- Можно сделать небольшую скрутку, на которую наносится паста. Она будет использоваться для распределения применяемого сплава.
- Следующий шаг заключается в расплавке припоя, для чего можно использовать зажигалку или свечу.
- После этого место соединения изолируется при помощи трубки, которая также немного прогревается для повышения ее пластичности.
https://youtube.com/watch?v=Qdzl7ZskqXo
Подобная технология может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.
Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.
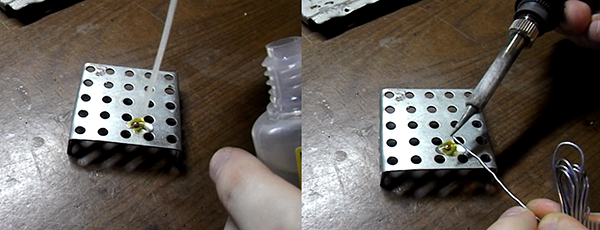
Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.
Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.
Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.
В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
https://youtube.com/watch?v=06gNImw2h_M
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
https://youtube.com/watch?v=tpNwkvaNV5I
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
https://youtube.com/watch?v=0ywPIWxBJxI
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
