
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Выбор
Начнем с закупок. Итак, мы в магазине; на витрине – несколько видов полипропилена, различающихся ценой за погонный метр и какими-то непонятными символами в маркировке. На что смотреть в первую очередь?
Тип полимера
Если вы подбираете трубы для холодного водоснабжения, то можно уделить внимание изделиям с маркировкой PPH.
Для горячего водоснабжения и отопления подходит полипропилен с маркировкой PPB и PPR (PPRC).
Рабочее давление
Его штатное значение в кгс/см2 (атмосферах) указывается после букв PN в маркировке. Оно варьируется от 10 до 25 атмосфер. Казалось бы, верхнее значение заведомо избыточно, ведь давление в магистралях водоснабжения и теплотрассах, не говоря уже об автономных системах, не превышает 6-7 кгс/см2.
Однако тут есть два нюанса:
- В централизованных системах тепло- и водоснабжения всегда сохраняется вероятность гидроудара. При быстром заполнении сброшенного трубопровода или при отрыве клапана винтового вентиля на фронте возникающей в жидкой среде ударной волны давление может достигать 20-25 кгс/см2.
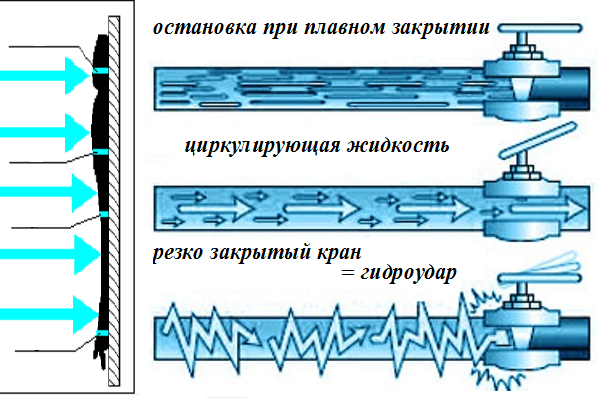
Один из механизмов образования гидроудара.
- При повышении температуры механическая прочность полипропилена снижается. Рабочее давление указывается производителями для комнатной температуры (+20 С); при +90 С, вполне достижимых в системе ЦО, максимально допустимое давление опустится до 7 атмосфер.
Армирование
Для разводки ХВС используется полимер без армирования. Температурный режим далек от критического и, что еще важнее, стабилен, что подразумевает невысокие требования к механической прочности и коэффициенту линейного расширения при нагреве. Отсюда – минимальная цена соответствующих труб.
Однако при высокой температуре транспортируемой среды возникают две технические проблемы:
- Приближение к точке кипения воды приводит к критическому падению прочности пластика.
- Колебания температуры в диапазоне от комнатной до 80-95 С приводят к непрерывному изменению линейных размеров трубы.
Проблема отчасти решается введением в полимер армирующего слоя.
В продаже можно встретить материал с армированием двух типов:
- Алюминиевой фольгой. Она вклеивается между слоями полимера (примерно в середине стенки или ближе к ее наружной поверхности).
- Фиброй (рубленным стекловолокном). Слой смешанного с фиброй полимера вплавлен между наружным и внутренним слоями чистого полипропилена.

Армирование фиброй и алюминием.
Каждый из типов армирования имеет свои плюсы и минусы.
| Армирование | Фольга | Фибра |
| Достоинство | Меньший коэффициент линейного расширения, приближающийся к таковому для стальной трубы | Невозможность расслоения трубы из-за низкого качества клея или электрохимической коррозии алюминия |
| Недостаток | Вероятность расслоения при разрушении фольги или из-за некачественного клеящего слоя | Большее линейное расширение |
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Пайка полипропиленовых труб
Одной из самых важных и сложных операций, связанных с обустройством водопровода из полипропилена своими руками, является пайка труб. Она может выполняться как на столе, так и непосредственно по месту монтажа. В первом случае собираются сложные участки с множеством поворотов. Впоследствии они устанавливаются на клипсы, прикрученные к стене. Пайка полипропиленовых труб по месту нужна для того, чтобы соединить все эти участки в единую систему подачи холодной и горячей воды.
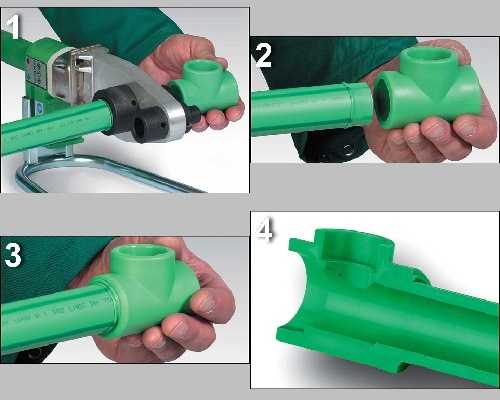
Паяльник для полипропиленовых труб с цилиндрическим нагревательным элементом
Шаг 1. Состыкуйте подготовленную для пайки трубу с соответствующим фитингом «всухую». Если она входит в него свободно – значит, вы столкнулись с браком или изделиями низкого качества. Паять их друг с другом нежелательно – впоследствии данное соединение в линии водопровода будет протекать.
Трубу нужно состыковать с фитингом
Шаг 2. Специальными ножницами отрежьте кусок трубы нужной длины.
Резка трубы
Шаг 3. Зачистите торец полипропиленовой трубы.
Шаг 4. Обезжирьте и насухо вытрите конец полипропиленовой трубы, предназначенной под пайку.
Обезжиривание конца трубы
Шаг 5. Отметьте маркером, на какую глубину отрезок трубы войдет в фитинг.
Отмечается глубина входа в фитинг
Шаг 6. Подберите насадку под внешний диаметр трубы и внутренний фитинга, установите на нагревательный элемент аппарата для пайки.
Шаг 7. Включите инструмент, установите на нем температуру +260°С и дайте прогреться. Когда аппарат для пайки будет готов – зажжется соответствующая лампочка на нем.
Включение паяльника
Шаг 8. Одновременно зафиксируйте на соответствующих концах насадки фитинг и полипропиленовую трубу. При этом они должны быть сразу повернуты в правильном направлении.
Фиксация трубы и фитинга
То же, но вблизи
Шаг 9. Труба и фитинг должны прогреваться при температуре +260°С от 5 до 12 секунд, в зависимости от диаметров изделий.
Шаг 10. После этого снимите с насадки трубу и фитинг, вставьте один в другой. Чтобы повернуть и правильно сориентировать изделия друг относительно друга, у вас будет около 4-5 секунд. Затем в течение некоторого времени держите трубу и фитинг неподвижно, чтобы они надежно спаялись.
Труба помещается в фитинг
Таблица, показывающая зависимость времени нагрева и фиксации при пайке полипропиленовых труб от их диаметра
Разрез, показывающий пример качественной пайки полипропиленовых труб
После этого соединение полностью готово к монтажу. А пускать по нему воду можно уже через час после завершения пайки. При качественных материалах и инструменте, а также при полном соблюдении инструкций у вас получится соединение с высочайшей степенью прочности и герметичности.
Водопровод из полипропилена своими руками
У полипропиленовых труб много преимуществ
Маркировка на трубах из полипропилена
PPR-трубы
Армированные полипропиленовые трубы
Полипропиленовые трубы с алюминиевым армированием. Также известны как Stabi
Трубы, армированные стекловолокном, для отопления
SONY DSC
PN10
PN16
PN20
PN25
Таблица типовых размеров труб из полипропилена марок PN10, PN20 и PN25
Закрытый монтаж трубопроводов
Открытый монтаж трубопровода
Короб для труб своими руками
Последовательная разводка труб
Параллельная разводка водопровода
Схемы подключения водозаборной арматуры
Демонтаж старого водопровода
Разметка труб и фитингов водопровода из полипропилена
Установка клипс
Сборка основных линий
Монтаж трубопровода из полипропилена
Процесс монтажа водопровода
Установка подводящих труб и арматуры
Паяльник для полипропиленовых труб с плоским нагревательным элементом
Пальник для полипропиленовых труб с цилиндрическим нагревательным элементом
Трубу нужно состыковать с фитингом
Резка трубы
Обезжиривание конца трубы
Отмечается глубина входа в фитинг
Включение паяльника
Фиксация трубы и фитинга
То же, но вблизи
Труба помещается в фитинг
Таблица, показывающая зависимость времени нагрева и фиксации при пайке полипропиленовых труб от их диаметра
Разрез, показывающий пример качественной пайки полипропиленовых труб
Схема устройства полипропиленовой трубы
Полипропиленовые трубы MeerPlast и соединительные детали к ним (фитинги)
ПП изделия подходят для устройства отопительных систем
Водопровод из полипропиленовых труб
Демонтаж водопровода
Короб из гипсокартона в ванной комнате
Установка счетчиков воды
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, “теплого пола”, канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления – 1,6 МПа. Для горячего водоснабжения и отопления – PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера – 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
https://youtube.com/watch?v=hGiWCZyq_zw
С металлическими деталями – стальными узлами, кранами, фильтрами, смесителями, счетчиками – полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
https://youtube.com/watch?v=fUJLd3OSuJ0
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
https://youtube.com/watch?v=LhnDmiVBHxU
Монтаж полипропиленовых труб своими руками

Сегодня выполнить установку труб из полипропилена своими руками не является весьма сложным делом, тем более, что это в значительной степени может сэкономить средства семейного бюджета.
Однако при монтаже полипропилена стоит соблюдать определенную последовательность действий и некоторые технические правила, чтобы в процессе работы не допустить ошибок.
Опишем более детально этапы монтажа полипропиленовых трубопроводов.
-
-
-
Ознакомление с теоретическим материаломЗадумав проложить у себя дома полипропиленовые магистрали, в первую очередь, нужно ознакомиться с информацией о полипропилене, с разновидностью трубной продукции из этого материала, а также со способами монтажа.
От теоретических знаний во многом будет зависеть ход выполнения качественного монтажа полипропиленовых труб. -
Расчет схемы трубопроводаПрежде чем начинать монтировать коммуникации из полипропилена, нужно предварительно составить подробную схему будущей системы.
Что даст такая схема?
По составленному плану Вы без особого труда можете рассчитать необходимое количество следующих материалов:-
- приборов и важных узлов монтируемой системы;
- длину полипропиленовых труб;
- муфт и переходников;
- уголков и крестовин;
- обводов;
- запорной арматуры;
- прочих фитинговых элементов.
На этом этапе, исходя из индивидуальных потребностей, нужно правильно подобрать трубы из полипропилена и все конструктивные элементы (о видах труб и о необходимых инструментах мы говорили выше в статье).
-
-
Подготовка материала перед монтажом
Перед установкой полипропиленовых магистралей своими руками нужно провести ряд подготовительных работ, суть которых заключается в следующих операциях:- согласно схеме, трубы разрезаются на отрезки необходимой длины;
- концы труб зачищаются от заусениц;
- если был выбран армированный тип полипропилена, то концы в обязательном порядке торцуются.
-
Подготовка места расположения
Этот этап включает в себя следующие виды операций:- на стене производится разметка для креплений полипропиленовых труб;
- перфоратором высверливаются отверстия для дюбелей, расстояние между которыми должно составлять 1 м;
- на дюбелях впоследствии будут установлены хомуты для закрепления трубопровода.
-
Сварка полипропиленовых труб
Выполнение этого вида работ имеет следующие особенности:
- на рабочем столе стационарно устанавливается сварочный аппарат и подготавливается к работе;
- подбираются все конструктивные элементы определенного участка системы;
- производится их предварительная пайка, иначе говоря, на рабочем столе соединяется в единое целое один участок трубопровода, причем поворотов и тройников должно быть как можно меньше;
-
готовый участок трубопровода из полипропилена закрепляется специальными хомутами на стене;
- в указанной очередности выполняется монтаж и последующих участков системы;
- для пайки на весу останется лишь соединение закрепленных участков и подключение всех приборов системы.
- Как видим, большинство работ по соединению полипропиленовых труб своими руками происходит в стационарном положении, а это, в свою очередь, не потребует затраты больших физических усилий, причем соединение элементов будет происходить более точно и качественно.
-
Ознакомление с теоретическим материаломЗадумав проложить у себя дома полипропиленовые магистрали, в первую очередь, нужно ознакомиться с информацией о полипропилене, с разновидностью трубной продукции из этого материала, а также со способами монтажа.
-


