
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
https://youtube.com/watch?v=P5u4NIVJvJ0
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогиба
Чертеж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстия
Готовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.

Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
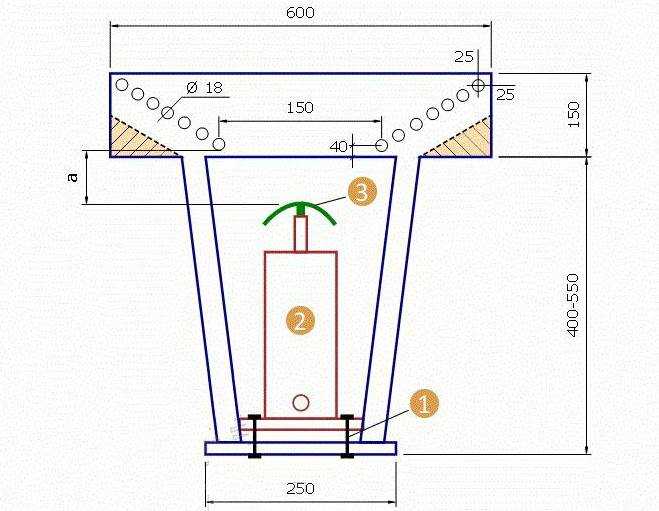
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
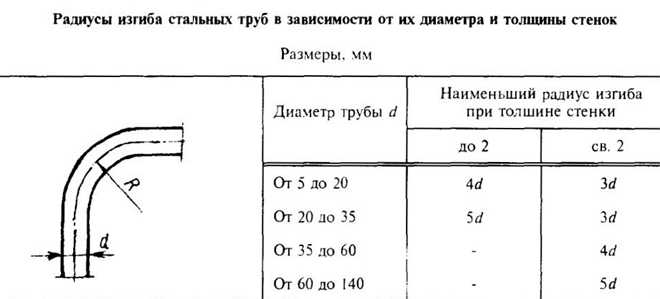
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Шаблонный самодельный трубогиб
Самый элементарный метод, как сделать трубогиб своими руками – воспользоваться технологией шаблонной гибки. Для домашних задач такого инструмента обычно достаточно. Он позволяет выполнять даже пространственную гибку.

Для снижения усилия заготовку желательно нагреть до высокой температуры в области будущего искривления. Нагрев можно выполнить газовой или бензиновой горелкой. Благодаря этому возрастёт пластично металла, соответственно изогнуть его будет проще.

Чтобы сделать трубогиб своими руками по шаблонному способу, необходимо изготовить такие узлы:
- Фиксатор в виде якоря для введения трубы.
- Передвижная (Сменная) опора с пазом в оси. Паз должен соответствовать дуге наружного диаметра профиля.
- Основание для крепежа с отверстиями.











На обратной стороне конструкции делается скос Его угол должен соответствовать углу, который необходимо придать трубе в процессе гибки. Для изготовления конструктивных элементов подойдёт обыкновенная конструкционная сталь, к примеру, марки 45. Но, для упора лучше применить более прочную и жёсткую сталь, например, У10А.

Желательно перед работой наглядно изучить конструкцию, которой должен обладать сделанный трубогиб своими руками, видео и фотографии помогут избежать ошибок и лишнего расхода материалов. Сборка выполняется достаточно просто.

На опорной трубе монтируется фиксатор
Упор также фиксируется на опору, важно обеспечить его соосность фиксатору. Расстояние между узлами рассчитывается на основании заранее определённого диапазона по соотношению R/d (радиус и диаметр трубы).

Желательно использовать параметры радиуса закругления предусмотренные ГОСТ 17685-71:
- S/d<0,03 – от 4d;
- S/d<0,06 – от 3,6d;
- S/d<0,11 – от 3d;
- S/d<0,16 – от 2d.

Вышеперечисленные параметры актуальны для холодной гибки. Если нагреть заготовку, значения можно уменьшить на 12-15%. У трубогиба нет ограничений по предельному углу гибки. Но, если он будет выше 45°, на изделии появятся складки, а сам профиль утратит изначальную форму сечения.

Как сделать улитковый трубогиб
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм. Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам. Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы. После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции.
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов.
Галерея изображений Фото из Вместо использования швеллеров можно приварить трубогиб к имеющейся металлической станине
На вал оказывается сильное сдвигающее давление, поэтому наружный сварочный шов должен быть прочным
В случае разрыва цепи, её можно сделать немного ослабленной и одеть на уже приваренные звездочки
Направляющие планки должны быть строго параллельны, иначе пресс будет постоянно заклинивать
В качестве направляющих прижимного валика можно использовать куски оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не слизалась уже после нескольких прижиманий
На длине ручки-рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно развить
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Фото трубогиба своими руками
https://youtube.com/watch?v=We_RRiwlLmY
https://youtube.com/watch?v=uLPqia3Asv0
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Лучшие варианты самодельных трубогибов для профиля
https://youtube.com/watch?v=zFfJ9sgWJgE
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.

Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.

Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство

Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.

Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
Гидравлический вариант трубогиба

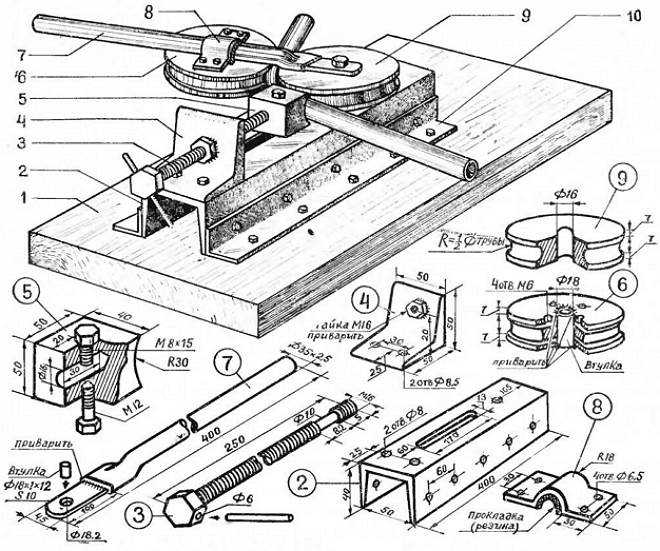
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
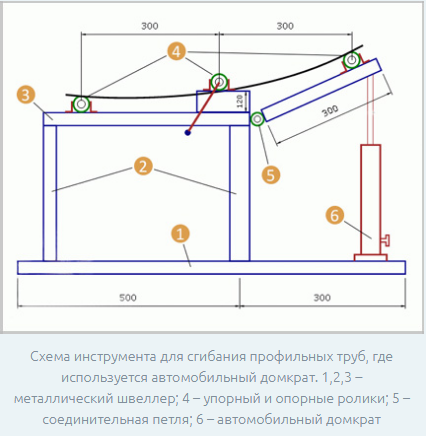
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.

Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.

Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.

Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки

